Ремонт часов - Трояновский Василий Васильевич (книги txt) 📗

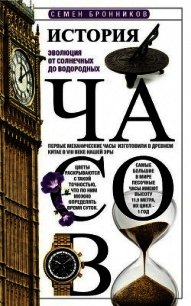
Фиг. 175. Полирование цапф оси баланса.
Центровые винты, если нет возможности их заменить, полируют остро заточенной палочкой с применением мелких шлифовальных порошков и крокуса, но такой способ редко дает хорошие результаты. В гнездах центровых винтов не допускаются выбоины, шероховатости, трещины, вызывающие ухудшение скольжения оси и приводящие к ее быстрому износу. Полирование гнезда производят с установкой его в станок или в ручные тиски. При полировании цапф оси баланса и гнезд центровых винтов необходимо учитывать, что стальная ось вращается в стальных винтах, что создает предпосылки к большому трению между деталями, поэтому чем чище полирование, тем меньше трение.
В процессе сборки узла регулятора хода будильников необходимо соблюдать правильное взаимное расположение центровых винтов. Острия цапф оси баланса должны располагаться в вершинах углублений центровых винтов, касаясь их только в одной точке. Расположение острия оси на конусной части углубления центрового винта вызывает появление зазубрин, шероховатостей, тормозящих работу регулятора хода и вызывающих остановку часов. Центровые винты, имеющие перекосы гнезд, неправильную форму, не должны использоваться. Нельзя использовать также оси баланса, имеющие неправильную форму цапф или смещение острия цапфы. При необходимости изготовления новой оси применяют сталь-серебрянку У10А (диаметр 1,8 мм, длина заготовки 22 мм, а готовой оси 21 мм).
Запрессовку обода баланса на ось выполняют тугой посадкой, исключающей проворачивание обода на оси.
После запрессовки баланса на ось он должен быть проверен на уравновешенность, так же как это производят с балансами наручных и карманных часов. Для уравновешивания баланс с осью устанавливают в механизм с закреплением его центровыми винтами или между спицами в токарном станке. В местах перевеса излишек металла удаляют высверливанием его с нижней стороны на ободе. Импульсный штифт баланса должен быть хорошо закален, тщательно отполирован и надежно закреплен.
Положение импульсного штифта должно быть строго вертикальным относительно плоскости баланса.
Баланс будильника должен иметь амплитуду колебания примерно 270°. В том случае, когда пружина хода сильна, баланс будет иметь значительно большую амплитуду и отрегулировать такие часы будет нельзя. В этом случае пружину необходимо заменить более слабой. Небольшая амплитуда баланса указывает на наличие неисправностей, создающих большое трение, на преодоление которого и затрачивается значительная часть усилия пружины хода.
Спираль баланса, так же как в наручных и карманных часах, должна иметь правильную форму, витки ее не должны соприкасаться между собой как во время работы при любой амплитуде баланса, так и в состоянии покоя. Все витки спирали должны находиться в одной плоскости, она должна иметь необходимую упругость и правильную спиральную форму. Расстояние между витками должно быть в пределах 0,75—0,85 мм, число витков 8–9, длина спирали в развернутом состоянии около 350 мм при ширине 0,4 мм и толщине 0,13 мм. В тех случаях, когда спираль погнута, ее выправляют, затем производят правку спирали на плоскости, а уже после этого ей придают соответствующую форму. Сломанные палетные штифты анкерной вилки заменяют новыми из стали У10А диаметром 0,4 мм и длиной 5 мм. Если на палетных штифтах в местах их соприкосновения с зубьями спускового колеса образовалась выработка в виде канавок, то в зависимости от размера выработки штифты или заменяют, или повертывают на такой угол, чтобы сработанная часть не участвовала в работе. Выработка на штифтах образуется при плохой их термической обработке и плохом полировании.
Зубья спускового колеса тщательно полируют; шероховатости и выбоины на импульсных плоскостях и плоскостях покоя не допускаются. Спусковые колеса с поврежденными зубьями подлежат замене. В тех случаях, когда необходимо исправить зубья спускового колеса, их правку производят очень осторожно, с тем чтобы была сохранена форма последних и не поврежден обод колеса. В отдельных случаях допускается вставка новых зубьев с соответствующей их обработкой.
Рожки вилки также полируют. Вилка должна быть правильно установлена в механизм. Рожки вилки не должны касаться оси баланса при свободном его колебании. Они должны свободно и точно проходить по середине паза оси баланса, не касаясь его. Длина вилки может быть изменена подгибкой в месте перегиба.
Погнутые зубья колес и трибов выправляют отверткой или плоскогубцами. Выправленные зубья зачищают бархатным напильником, а сломанные при отсутствии соответствующих колес в запасе закрепляют и обрабатывают соответствующим образом.
Погнутые цапфы осей выправляют плоскогубцами и тщательно полируют. В случаях, когда на цапфах оси имеются глубокие задиры и их исправление приводит к значительному уменьшению диаметра цапфы, ось необходимо заменить.
Погнутые или поломанные штифты цевочных трибов заменяют, если нельзя их исправить. Штифты изготовляют из стали-серебрянки марки У10А диаметром 0,9 мм и тщательно полируют. В целях уменьшения трения в зубчатой передаче штифты должны вращаться в своих гнездах.
Разработанные отверстия опор в платинах обычно стягивают до необходимого размера пуансона с последующим развертыванием отверстий. Сильно разработанные отверстия, исправление которых стягиванием осуществить не удается, исправляют футеровкой. Для установки футера через центр отверстия проводят две взаимно-перпендикулярные линии. Отверстие рассверливают сверлом, равным двум-трем диаметрам и зенкуют с обеих сторон.
В рассверленное отверстие запрессовывают и расклепывают латунный футер соответствующего диаметра. Используя нанесенные линии, намечают центр и сверлят отверстие опоры. Его делают несколько меньшего диаметра, чем диаметр цапфы, и доводят до нижнего размера разверткой. С наружной стороны платины зенковкой изготовляют масленку.
Лопнувшую пружину хода или боя заменяют новой. В отдельных случаях, когда поломка пружины произошла около конца, может быть изготовлено новое крепление. Изготовление внутреннего крепления производят следующим образом. Конец пружины длиной 35–40 мм подвергают термическому отпуску. При этом необходимо сделать так, чтобы переход отожженной части к закаленной был равномерным. На расстоянии 4–7 мм от края сверлят или пробивают отверстие необходимого диаметра и обрабатывают до нужной формы надфилями. Внутренний виток пружины изгибают по спирали круглогубцами.
При изготовлении внешнего крепления пружину отжигают на 10–20 мм, сверлят или пробивают отверстие на расстоянии 4 мм от ее конца. Длина ходовой пружины в развернутом состоянии составляет 1200 мм, ширина 7,5 мм, толщина 0,33 мм; пружина боя имеет длину в развернутом состоянии 550 мм. ширину 5 мм, толщину 0,25 мм.
Пружины, лопнувшие в середине, склепывать не рекомендуется. Склепанная пружина недолговечна и быстро вновь приходит в негодность.
Поломку фиксирующих пружин узла заводного колеса и других аналогичных колес направляют их заменой.
Кинематическая схема механизма будильника с центральной сигнальной стрелкой показана на фиг. 176.

Фиг. 176. Кинематическая схема механизма будильника.
Усилие заводной пружины передается системой колее через спуск к балансу, поддерживая его колебание, и стрелкам, отсчитывающим время. Труб вексельного колеса связан с часовым колесом, которое управляет механизмом боя: схема включения механизма боя показана на фиг. 177. На схеме показано часовое колесо 1 и сигнальное колесо 2.